
Del Sol Industrial Services, Inc. is pleased to provide this simple, low cost rotary degasser for our customers. We have many customers using this product to effectively degas aluminum and aluminum bronze.
Portable Rotary Degasser
The Original Brumund Rotary Degasser was designed for use in foundries that melt aluminum and copper based alloys in batches of 40 to 1500 lbs. It has been used effectively in crucible furnaces, dip-out furnaces, tilt furnaces, and ladles on melts ranging from 40 to 1500 lbs. It was originally designed and manufactured by Brumund Foundry in Chicago. The Brumund Rotary Degasser was literally built by a foundryman to use in his foundry. Others heard about it and off it went...
There are more than 300 units in the field.
The unit is designed as a portable, low-cost aluminum degasser. Stainless steel construction enables this unit to withstand the corrosive and abusive high-temperature environment of the foundry.
It can be used with argon or dry grade nitrogen gas for a safe working environment.
The high speed, small (relative to others) diameter lance design reduces cost and reduces turbulence in the melt produced by the two piece shaft impeller designs currently available. This unit provides for a low cost and lightweight (under 50 lbs.) degasser.
The following items are included with the portable rotary degasser
- Degas unit
- Air regulator/filter/lubricator combination unit

Degas Lance Options
Four Pack 24” Lances (12” exposed length)
Four Pack 36” Lances (24” exposed length)
One Pack Impeller Lance 36” (36" lance and impellor)

Customer Requirements
- Compressed air source (90-100 psi) for rotational motor
- Overhead hoist to hang or a stand to set the unit on top of a furnace (optional from Del Sol)
- Dry nitrogen or argon cylinder with pressure and flow regulator (optional from Del Sol)
- Reduced pressure tester (optional)
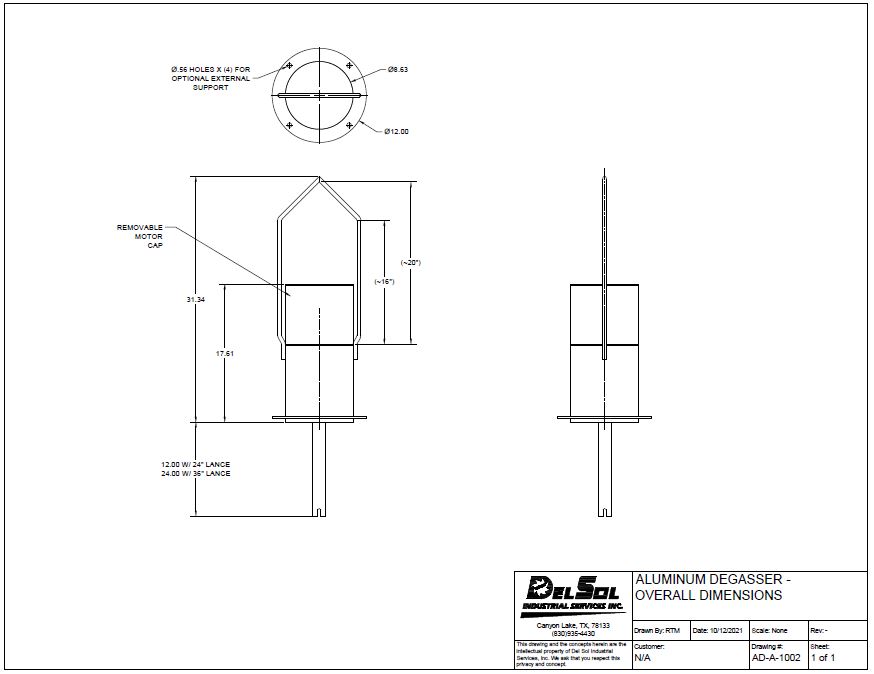
Unit Dimensions
- Main Body - 8" diameter x 17" long with a 12" flange on bottom
- Suspension hook - 12" above body
- Overall length - 31"
DEGASSING PRINCIPLES
Hydrogen degassing of aluminum works on the principle that the hydrogen gas will move from an area of high pressure (in the melt) to an area of low pressure (the inert gas bubble). Hydrogen gas disperses in the molten metal as it would if it were released in the air. It will maintain an even pressure throughout the melt.
When you introduce the inert gas, the hydrogen in the metal will flow into the inert gas. As hydrogen gas is removed, it will equalize its pressure throughout the melt. The ability of hydrogen gas to move through and equalize its pressure in liquid metal is almost as fast as it is in air.
It is therefore unnecessary to bring all of the metal in contact with the inert gas. Two factors, the transfer rate across the metal/gas interface and the surface area of gas exposed to the metal determine how well and how fast a heat of aluminum can be degassed.
Why Switch to Our System?
“Old School” gas bubbling hydrogen degassing methods work on the principle of using specialty gasses (chlorine, Freon or SF6) to speed up the hydrogen transfer across the metal/gas interface to large bubbles of gas in the metal. There is a practical limit to the hydrogen removal on humid days because the large bubbles break the surface and expose metal to the humid atmosphere where more hydrogen was picked up.
Chlorine was the original gas of choice because chlorine combines with hydrogen to produce hydrochloric acid so the bubbles never became saturated with hydrogen. Because of the hazardous nature of chlorine gas and the hydrochloric acid vapor byproduct most foundries switched to other gasses. What most foundries failed to consider were the hazardous materials released by the breakdown of some of the specialty gases currently in use.
A Cleaner, Friendlier Approach
Rotary degassing works on the principle of increasing the surface area of an inert gas exposed to the metal. The greater the surface area, the faster the degassing. For a given volume of gas the smaller the bubble size the greater the surface area and the faster the degassing. For example, a 1" square bubble of gas has a surface area of 6 square inches.
If you divide this bubble into 1/16" square bubbles, the total surface area increases to 96 square inches. So, for the same volume of gas the surface area and therefore the hydrogen transferred to the gas bubble has been increased 16 times. Additionally small bubbles do not disturb the surface of the molten metal so there is very little hydrogen pickup from the atmosphere.
We have used our rotary degassing equipment with Dry Nitrogen or Argon gas and we do not guarantee compatibility with specialty gases or gas mixes. With the exception of the graphite lance all internal parts exposed to the degassing gasses are type 304 stainless steel and the seal's Buena-N.
Experience has shown that dry nitrogen or Argon used in a rotary degasser will degas 400 lbs. of aluminum in four minutes or less. There is no practical reason to use a specialty gas that may cost $500.00 per cylinder when dry nitrogen can be purchased for $25.00 per cylinder. In addition, there are no toxic emissions from nitrogen gas.
Experience has also shown that our rotary aluminum degasser makes for a very dry, fluffy dross as compared with others. This drastically reduces the amount of good metal that you send back to the scrap reprocessor.
Warranty
Del Sol Industrial Services, Inc. warrants that all degassers will be free of defects in material and workmanship for the first 60 calendar days after purchase. Dropping it in the furnace or plugging up the lances because you forgot to turn the inert gas on does not count. There are no user serviceable parts in the air motor. The warranty is void if the air motor is opened. This warranty does not apply to the consumable lances. They are wear items.
Replacement Parts
Call for pricing and availability 830-935-4430 or use our contact us page.
Custom Designs
The standard degassing unit offered is designed to be portable. We have produced several custom units to fit customer requirements. We are willing to modify the degasser to fit your application. Contact us with your specific needs.
Degasser Details and Instructions for Safe Usage
The portable rotary degasser uses a one-piece low profile expendable graphite lance/impeller available in 24" & 36" lengths. The lance/impeller portion of the degasser is submerged in the melt. A purge gas (dry nitrogen or argon) travels down through the rotating lance/impeller where it is sheared off into small bubbles. Lance rotation is provided by a 3/4 h.p. variable speed air motor. The speed of the motor is controlled by a combination regulator/filter/lubricator. The following steps are recommended for the safe use of the degasser.
Make sure operators are properly clothed for handling molten metal. Minimum requirements are safety glasses, face shield, and high temperature apron leggings and spats.
Preheat the lance to remove any moisture that could cause an explosion in the melt.
Turn the inert gas on and set at a low flow level. This precaution is to prevent molten aluminum from entering the cold lance and solidifying. If this occurs simply wait until the lance has heated up to melt temperature and the aluminum in the lance melts.
Lower the degasser into the melt until the lance is completely submersed. At this point the inert gas should be bubbling to the surface in large bubbles.
Turn on the air supply to the unit and begin degassing. In general, the faster you run the unit the better. The higher the lance speed, the smaller the gas bubbles. There is often a period of lance instability (wobble) while the unit is coming up to speed. When the lance is at full speed it should run without any wobble. CAUTION: DO NOT START LANCE ROTATION UNTIL LANCE IS SUBMERGED. SERIOUS INJURY MAY RESULT.
Increase the inert gas flow as high as possible without producing large bubbles. You can usually see small pinhead sized bubbles breaking under the oxide film on the surface of the melt. If you see large bubbles of gas breaking the surface of the metal while the lance is turning your inert gas flow is too high and should be turned down.
Run the unit for the time required for your process. The time required to fully degas your metal is dependent on your operating procedures. The best method to determine the time required is to test the melt is with a reduced atmospheric tester. If you require near complete gas removal, make sure your tester is capable of producing a vacuum of at least 29" hg. Start testing at 4-5 minutes and increase or decrease the degassing time depending on the results. Remember that humidity in the atmosphere is a major source of hydrogen pickup. If you determine your degassing times on a dry winter day they may be insufficient on a humid summer day.
When the degassing is complete turn the inert gas to a minimum flow level, shut down the air supply to the motor and remove the unit from the melt. Do not remove the lance from the metal while it is still turning. The rotating lance will throw off small bits of molten aluminum that can cause burns. Be careful handling the unit as the lance will still be very hot and capable of causing severe burns and starting fires if placed near combustibles.
